咨詢熱線:
189 0152 2222
您好,歡迎來到無錫百利源鋼管有限公司網(wǎng)站!
189 0152 2222
189 0152 2222
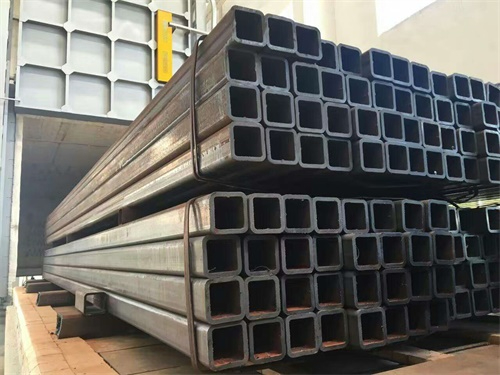
Q345B無縫方管廠的三張焊接形式
Q345B無縫方管廠焊接的-般形式主要有三種:手工焊、氣體保護(hù)半自動(dòng)焊和自動(dòng)焊、埋弧自動(dòng)焊。不同焊接方法對(duì)接頭類型,焊接位置的適應(yīng)能力是不同的。手工電弧焊對(duì)各種接頭和焊接位置都能適應(yīng);埋弧焊對(duì)各類接頭能適應(yīng),但不能用于立焊和仰焊;CO2氣體保護(hù)焊熔滴采用短路過渡適用于各種接頭和各種焊位。
對(duì)比前兩種焊接形式,埋弧焊常用的接頭形式有對(duì)接接頭,搭接接頭,角接接頭和T型接頭。對(duì)接接頭由于具有受力均勻,應(yīng)力集中系數(shù)小,抗疲勞,節(jié)省材料等優(yōu)點(diǎn),應(yīng)優(yōu)先選用。從焊材標(biāo)準(zhǔn)上,-般要求-45℃沖擊吸收能量≥28J或36J,焊材標(biāo)準(zhǔn)低于產(chǎn)品焊縫力學(xué)性能要求。另外,在要求高韌性的同時(shí),還要求焊縫金屬的強(qiáng)度不能超過母材強(qiáng)度過多,即超強(qiáng)受限,對(duì)接焊縫不超過母材實(shí)際值100MPa,角焊縫不超過母材實(shí)際值120MPa。
版權(quán)所有:無錫百利源鋼管有限公司
熱門標(biāo)簽:江蘇方管 (60)方管 (45)規(guī)格 (40)材質(zhì) (35)生產(chǎn)工藝 (28)特點(diǎn) (25)價(jià)格 (24)方矩管 (17)尺寸 (16)無縫 (15) 更多